-
-
Guangzhou Zhongzhu Machinery Co. LtdSand casting molding machine manufacturer
-
008613926238353 WhatsApp:
-
E-mail: 470199755@qq.com



On July 21-24, 2026, ZOOMZU, as a supplier of automated casting and molding equipment, participated in the 20th Sao Paulo Foundry Exhibition (FENAF) in Brazil, with its booth located at booth D08-2 in Hall 7 of the exhibition center
click : 147
ZOOMZUZOOMZU has optimized the appearance and color of the horizontal parting casting molding machine with vertical sand shooting at the top and bottom, and adjusted the height and external dimensions of the machine
click : 411
On September 17-19, 2025, members of Zoomzu's team will travel to Bangkok, Thailand to participate in the 2025 Southeast Asia (Thailand) International Metallurgy and Foundry Exhibition
click : 600
ZOOMZU has established an office in India and is preparing storage parts to ensure fast and efficient after-sales and service for each automated casting molding machine
click : 558
At normal temperature and humidity, the casting sand mixing ratio suitable for automated molding lines is: mixing ratio (weight ratio) casting old sand 95%, new sand 3%, bentonite 0.8-1.0%, coal powder 0.4-0.5%, water accounts for 3% of the total weight of all materials (not exceeding 3%);
click : 819
The 2023 Summary and Commendation Conference of Meibang Group, with the theme of technology as the king and service as the foundation, and the 2024 New Year's Meeting were held as scheduled
click : 955
The 14th International Foundry Expo in 2023 was held as scheduled in Dusseldorf, Germany. After four years, we came to the exhibition again as a foundry equipment manufacturer to participate. The booth is C53-7 in Hall 17;
click : 1011
In the process of transitioning from traditional casting enterprises to mechanized and automated casting workshops, it is very important to have a reasonable layout and planning of the workshop site; Mainly including: area allocation of casting workshop, layout of casting equipment, environmental requirements, and protective measures to be taken (safety protection);
click : 976
In order to ensure a longer service life and better breathability for the lining board of the sand shooting cylinder, we have replaced the polyethylene (PE) lining with a 304 stainless steel breathable plate
click : 244
After starting the molding machine, run the hydraulic device first. The equipment can only be operated normally after the hydraulic device reaches the normal oil temperature; 2. Regularly check the lubrication pump of the molding machine. When the oil level in the lubrication pump's oil tank is insufficient, lubricating oil should be added in a timely manner;
click : 943
The green sand automated foundry mainly consists of melting equipment, sand mixing equipment, molding equipment, pouring equipment, cleaning equipment, testing equipment, processing equipment, etc;
click : 748
The common automated casting and molding production lines for tidal sand (clay sand) mainly include vertical parting box less injection molding line, horizontal parting box less injection molding line, and multi contact static pressure box molding line. In the past decade of rapid development and widespread application, machine automatic molding technology, automated pouring, and automated sand mixing and sand making technology have become very mature. Currently, most casting molding lines work on the principle of using pneumatic sand addition and hydraulic compaction to achieve automatic molding of sand molds.
click : 610
The chemical composition of ductile iron castings must be strictly controlled, otherwise it is difficult to meet customer requirements. Strictly control the process from the selection of raw materials, formulation of smelting process, temperature control, and pre furnace spheroidization incubation treatment. Below, we will summarize and introduce the key points of ductile iron smelting and spheroidization treatment!
click : 624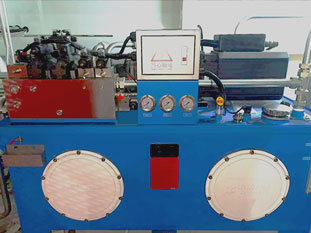
On June 15, 2021, we upgraded the configuration of the upper and lower sand injection hydraulic system, adding a new design scheme with two different versions for users to choose from.
click : 592
For example, after compaction by a casting molding machine, the size of the sand mold formed is 600mm x 700mm, and the height of the sand mold is 500mm. We can use 0.6m (length) x 0.7m (width) x 0.5m (height) x 1250kg/m3 (sand mold density): that is, the weight of each sand mold is 0.6 x 0.7x 0.5 x 1250=262.5kg;
click : 276