-
-
Guangzhou Zhongzhu Machinery Co. LtdSand casting molding machine manufacturer
-
008613926238353 WhatsApp:
-
E-mail: 470199755@qq.com
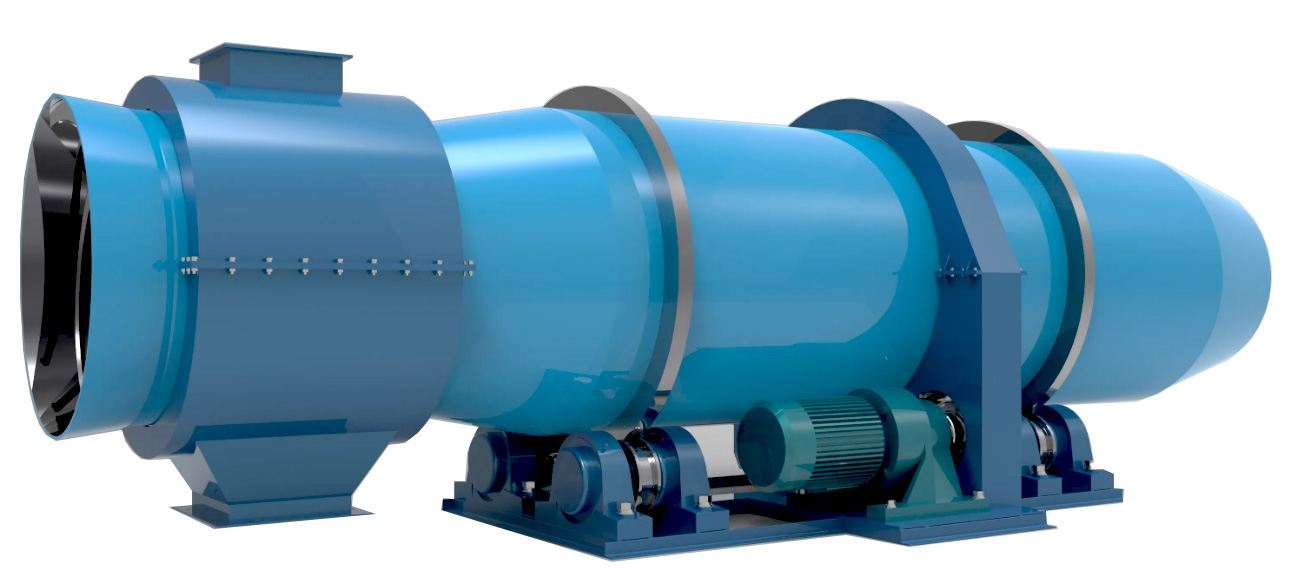
This equipment is mainly used for sand removal treatment of the cooled sand mold after pouring at the tail of the molding line, as well as cleaning and cooling of the castings. This equipment is composed of a front drum body, an initial sand removal section, a rear drum body, and a final sand removal section. When the sand mold and casting fall into the drum, the drum continuously rotates to cause the sand mold to repeatedly roll and collide, achieving the effect of separating the old sand and casting. The scattered old sand falls into the conveyor belt through the holes, and the casting that stays inside the equipment will gradually move towards the final sand removal end (tail) as the drum rolls.
1. During sand drop, the sprue and casting are separated independently and the pre cleaning effect is good;
2. The hardened old sand lumps that peel off from the hot castings are thoroughly ground and crushed, and discharged through a 16mm wide sieve gap on the cylinder body. The recovery rate of old sand is nearly 100%.
3. The atomization water spray system pre cools the castings and old sand, and the cooling effect of the old sand is more obvious.
4. The effective screening area is relatively large, allowing the material to fully contact the sieve, resulting in high screening efficiency.
5. The entire screening cylinder can be sealed with a sealed isolation cover, completely eliminating dust flying and other phenomena during the screening cycle, and avoiding pollution to the working environment.
6. The equipment has low noise and a sealed isolation cover that isolates it from the outside, preventing noise from being transmitted to the outside, thereby reducing equipment noise.

he drum type sand blasting machine mainly consists of a drum body, a single sand blasting section, a sand blasting section cover, a support frame, a transmission mechanism, a spiral track guide plate, a feeding port, and a casting outlet. It adopts a combination of supporting wheels for transmission, and the main driving supporting wheel directly contacts and rubs with the roller track of the cylinder to achieve the purpose of driving the cylinder to rotate;
The drum type sand blasting machine is mainly divided into L31 single-layer sand blasting cooling drum machine and L32 double-layer sand blasting cooling drum machine. The diameter of L31 single-layer sand blasting cooling drum is: 1400mm-1800mm, suitable for sand blasting, cooling, and pre cleaning of small and medium-sized castings that are sensitive to collision; The diameter of the L32 double-layer sand drop cooling drum is 2800mm-320mm, with high sand drop efficiency. The star shaped iron blocks in the inner and outer double-layer drums circulate, wrap and buffer, and collide and friction with the casting, resulting in better pre cleaning effect on the casting and riser; These two models of sand removal equipment are mainly used in tidal sand treatment systems with a processing capacity of over 40T of old sand per hour (i.e. equipped with a casting molding line with a molding efficiency of over 120 molds per hour).

The working principle of L32 is that the sand cooling drum slowly rotates around the horizontal axis. When the poured mold enters the rotating drum under the action of centrifugal force, the sand mold reaches a certain part of the upper part of the inner wall of the drum and is thrown off the drum wall according to a certain trajectory. The drum collides and rubs with the casting, causing the casting and sand to fall off; On the other hand, under the action of the inner spiral of the lining, the sand mold moves towards the discharge port direction. The combined effect of these two movements completes the crushing of the sand mold and the sand drop of the casting.

The spiral line of the lining has three tooth heights along the unloading direction, which are 175mm, 75mm, and 25mm in sequence The addition of a separation sleeve forms the inner cylinder of the entire sand removal drum. In this way, due to the action of the above two forces corresponding to three tooth heights, the entire sand drop process consists of three stages: rolling and vibration crushing stage, oxide skin cleaning stage, and separation stage of star shaped iron, core head, and casting. The main purpose of the rolling and vibration crushing stage is to quickly break the sand mold and screen and recover the old sand through the small holes in the lining. In this stage, the height of the spiral line of the lining is 175mm, and the total length is 14 circles of lining. Mainly by causing severe rolling of castings and sand tires to quickly break them;
After the first stage of treatment, the external sand masses of the casting are basically broken and screened for recovery, and the rest is mainly the second stage: cleaning of the inner cavity and surface oxide skin of the casting. At this stage, due to the fact that the height of the spiral line of the lining has decreased to about 25mm (with a length of 7 circles of lining), the guiding effect is not obvious. As a result, the axial movement speed of the casting slows down, forming a larger accumulation, which is conducive to the full contact between the star shaped iron blocks and the casting. During the rolling process of the drum (with a speed of about 3r/min), the star shaped iron blocks remove the sand core from the inner cavity of the casting through "rubbing and squeezing motion", It can even remove the oxide skin on the surface of the casting and the sintered layer of sand on the surface of the casting.
Entering the third stage, the casting sand drop has been quite thorough, so the main purpose is to separate the star shaped iron from the casting, core head, etc. To ensure the separation effect, there is no guide material inner spiral on the inner wall of the separation sleeve and the isolation wall of the separation sleeve is relatively high. The axial speed is slowed down to ensure that the star shaped iron is not removed together with the casting. The direct benefit of using star shaped iron for pre cleaning castings is that it reduces the workload of cleaning and significantly improves the smoothness of the castings, allowing the sprue and riser to be directly returned to the furnace without cleaning. At the same time, the star iron can be reused once and the added star iron is only used to supplement the wear of the star iron (its quantity is 3% to 5%).

During the movement of the casting, for the vibrating sand blasting machine, the center of gravity must be at the lowest position during the vibration process, making it difficult for the casting to flip. As a result, it is difficult to sand the upper surface of the casting, especially the inner cavity; For the drum, the combined effect of rolling and inner spiral makes the casting constantly flip, and the effect of star shaped iron greatly improves the sand drop effect of the casting, meeting the process requirements. In production, for castings with different sand and iron ratios and shapes, it is necessary to ensure that the sand drop effect is not excessive. The drum speed can be adjusted within the range of 3-5 r/min according to actual production needs.
During the sand cleaning process, the crushed molding sand carries the casting forward in a fluid state. When the scorching casting rolls in the sand, the atomization water spraying system pre cools the casting and old sand. The cooling of the sand and casting is carried out within a narrow range inside the cylinder. The hot air evaporated from the cooling, the smoke emitted from the hot sand, and the dust generated by the rolling are sucked away by the suction pipe set above the inlet end of the cylinder, while accelerating the cooling effect and ensuring the working environment around the cylinder.